С преносими металорежещи машини
- предварително разстъргване на разбитите отвори, наваряване и окончателно уточняване чрез разстъргване
- сегментно наваряване и разстъргване
- наваряване и окончателно разстъргване на целия отвор без предварително разстъргване
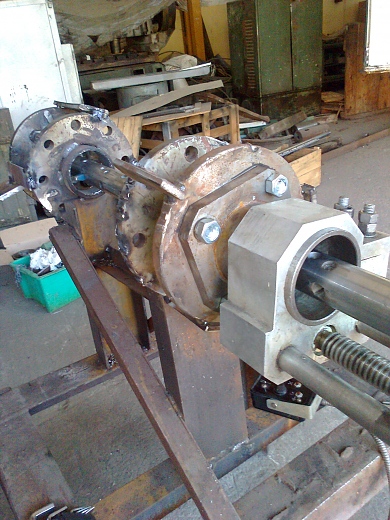
- Задвижване: Между закрепваща предна глава и стационарна задна чрез направляващи и ходов винт се движи се движи средна подвижна глава, която носи електро привода, осигуряващ ротационното движение на борщангата със следните параметри:
- мощност - 2 kW
- обороти - 0 - 300; 0 - 500
Като опция е разработен и се използва ъглов редуктор с предавателно отношение i = 2
- реверс на движението
Подавателното движение е отделно посредством електродвигател с мощност 90W и редуктор и позволява регулиране на подаването в много широки граници както и възможност за ръчно подаване.
- минимална скорост на подаване - 0,01 мм/об.
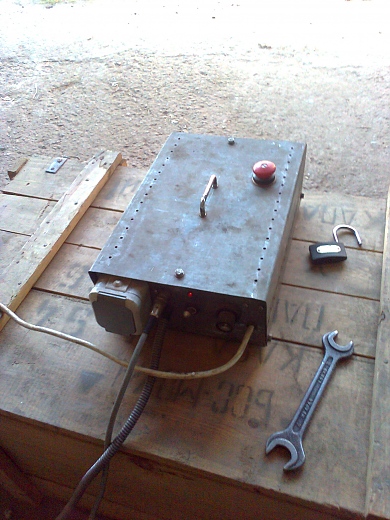
2. Електрозахранване и управление - обезпечава необходимите мощност, напрежение и регулиране.
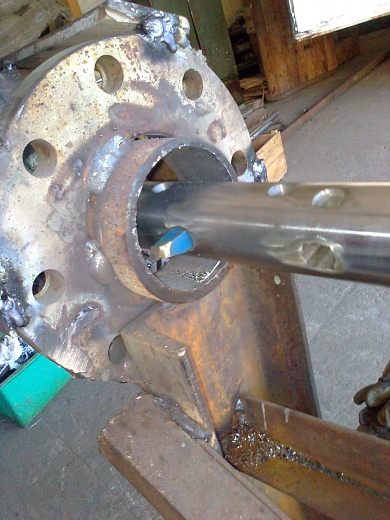
3. Линия на движение: Борщангите с диаметър ф 45 мм чрез съединител се закрепват към задвижването. Носенето се осъществява от минимум 2 броя лагерни тела. За предпочитане е, особено при дълга задвижваща линия да се ползват допълнителни междинни лагерни тела за намаляване вибрациите на борщангата. Борщангите са с различна дължина - от 900 мм до 3500 мм, като при необходимост може да се ползват и по - дълги борщанги, или съществуващите размери да се наставят една след друга чрез съединител.
4. Центроване, регулиране, мерене: Центроването обикновенно се извършва чрез центроващи конуси и притискащи двуделни регулируеми втулки, но при необходимост може да се ползва и индикатор с регулируеми винтове. Подаването на ножа е чрез специален регулатор, обезпечаващ точно преместване на ножа в новата позиция, но може да бъде отчитано и с индикатор. Междинните и окончателните размери се отчитат чрез специален вътромер и микрометър. Точност на обработката - 7 - 9 клас в зависимост от размера. Грапавост - Ra 1,25 - 2,5 съответстваща на вида на обработката.
5. Металорежещи инструменти и допълнително оборудване: Използват се стругарски ножове с твърдосплавни пластини и кобалтови. Когато наваряването е на електрод може предварително да се изпили на грубо чрез права шлайф машина. За увеличаване на обработвания отвор и ограничаване конзолния излез на ножа с цел намаляване на вибрациите се използват различни междинни глави: 100 - 150 мм; 200 - 250 мм; 250 - 300 мм. Главите се окомплектоват с два вида инструменти:
- стругарски нож с обичайно подаване и регулиране
- микробор на SANDVIK с микрометрично подаване, което позволява по - бързо и опростено обслужване и съответната точност
Основни параметри на установката:
- оптимален обработващ отвор - от ф 50 мм до ф 300 мм (максимален теоритичен - ф 400 мм)
- дължина на линията с една борщанга - до 3500 мм
- теоритична дължина на линията чрез наставяне - неограничена
- клас на точност - обичйно 7 - 9 зависимост от диаметъра
- клас на грапавост - Ra 1,25 - 2,5, обичайно за вида обработка
- обработвани метали - без ограничения
Допълнителни възможности:
- разстъргване на челни повърхнини - от ф 50 мм до около ф 450 мм
- обработка на конусни повърхнини
- обработка на зегерови канали
- обработка на глухи отвори
- обработка на по - малки отвори
- обработка на единични отвори върху корпусни детайли